
Concepto de automatización de molienda adoptado en el Ingenio Trapiche, con el uso de la velocidad lineal

Palabras-llaves
Molino de mazas; tandem de molinos; inversor de frecuencia; controlador lógico programable; automatización; control; sistema de supervisión
Resumen
Tándens de molinos con accionamiento combinado o individual en las mazas exigen diferentes abordajes de automatización y control. En los tandens de accionamiento combinado por la misma turbina o motor eléctrico la variación de la velocidad de cada maza se hace por igual, siendo la velocidad lineal (tangencial) siempre igual para todas las mazas, mientras la velocidad angular es diferente para cada una, proporcionalmente, a través de una relación (según la estructura mecánica de los reductores). En algunos ingenios estos casos se vienen sustituyendo por accionamiento individual de las mazas por motor eléctrico, aún manteniendo la velocidad lineal (tangencial) igual para todos, y la velocidad angular diferente proporcionalmente entre ellos, a través de una relación.
Este artículo muestra un estudio de caso en el Ingenio Trapiche, en Brasil, donde se ha aplicado el control por la velocidad lineal (tangencial) en mazas accionadas individualmente. La utilización de la velocidad lineal de las mazas, utilizando otras variables de proceso, es una solución interesante para conseguir rendimientos óptimos de molienda y extracción de caldo.
Introducción
Los accionamientos combinados de las mazas de los tandens (Figura 1) son fácilmente encontrados en ingenios de azúcar y etanol en Brasil y en todo el mundo. Normalmente existen accionamientos donde una misma turbina o motor eléctrico acciona las mazas de dos tandens al mismo tiempo, o de uno solo. En casos más raros existe un mismo accionamiento para todas las mazas de un molino.
.jpg)
Figura 1: Ejemplos de accionamiento combinado de las mazas de los tandens.
Debido a la necesidad de mejorar la molienda de la caña de azúcar, algunos ingenios adoptaron una manera mas completa de controlar la velocidad de cada tandem, utilizando el accionamiento individual de cada maza del tandem. A fin de mantener constante el flujo de caña (en toneladas por hora – tc/h) y la humedad del bagazo en el proceso de molienda, el Ingenio Trapiche, localizado en el municipio de Sirinhaém, Pernambuco, invirtió en la electrificación de su molino. Hasta la zafra de 2009/2010 el ingenio poseía una turbina para cada tandem de molienda, o sea, cada turbina accionaba simultáneamente todas las mazas del tandem (maza de presión, maza inferior, maza superior y maza de salida).
Para la zafra de 2010/2011 se instalaron motores en los tandens 1, 2 y 5, de manera que cada tándem posee un motor para la maza de presión, otro para la maza de salida, y mantuvo la turbina para las mazas inferior y superior (Figura 2). De esta forma, la automatización controla estos accionamientos individuales y mantiene el sincronismo de las mazas según los cálculos matemáticos predefinidos, con la adopción de la velocidad lineal (tangencial).
.jpg)
Figura 2: Bosquejo (vista superior) del accionamiento de un tandem.
La electrificación de las mazas individuales ha eliminado los rodillosutilizados anteriormente. Los rodillos son un engranaje de baja eficiencia y rendimiento para el accionamiento, y su inexistencia reduce de 6 a 8% la potencia de consumo del terno.
Calculos matematicos
El Ingenio Trapiche decidió que el control de los tandens se hiciera en función de la velocidad lineal (tangencial) de las mazas, que señala la velocidad de progresión de la caña (la cantidad de caña desfibrada de entrada en cada tandem del molino es igual al bagazo de salida más el jugo drenado). La opción por la velocidad lineal se debe a la posibilidad de aprovechar más las camisasde las mazas, compatibilizando las velocidades con las otras mazas, puesto que el accionamiento es individual, además de obtener un valor de humedad constante del bagazo tras aplastarse entre la maza superior y la maza de salida, sin necesidad de consumir más potencia por la fricción resultante de la diferencia entre las mazas.
En conjunto com SMAR, la planta trabajó en la definición de los cálculos matemáticos a ser adoptados en el proyecto. La velocidad del rodillo superior, accionado por la turbina, se tomó como referencia para el control de velocidad de los rodillos accionados por motores (prensa-rodillo y salida). En base a esto, se utilizaron las siguientes fórmulas:
En conjunto con SMAR, el ingenio elaboró los cálculos matemáticos a adoptar en el proyecto. La velocidad de la maza superior, accionado por la turbina, fue tomada como referencia para el control de velocidad de las mazas accionadas por motores (maza de presión y maza de salida). Basándose en esto, se utilizaron las siguientes fórmulas:
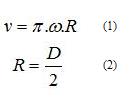
Donde:
 |
-velocidad lineal (en m/s) |
 |
-velocidad angular (en rpm) |
 |
-radio (en metros)
|
 |
-diámetro (en metros) |
Para el sincronismo de rotación de las mazas se adoptó la siguiente ecuación:
.jpg)
donde:
 |
-velocidad lineal (en m/s) de la maza a considerar (maza de presión o de salida) |
 |
-velocidad lineal (en m/s) de la maza superior (utilizado como referencia) |
 |
-factor para relación de la velocidad linear de la maza a considerar, en función de la maza superior |
Aplicando las fórmulas 1,2 y 3, llegamos a la siguiente ecuación:
.jpg)
donde:
 |
-velocidad angular (en rpm) de la maza a considerar (maza de presión o de salida) |
 |
-velocidad angular (en rpm) de la maza superior (utilizado como referencia) |
 |
-diámetro (en metros) de la maza superior (utilizado como referencia) |
 |
-diámetro (en metros) de la maza a considerar (maza de presión o de salida) |
.jpg) |
-actor para relación de la velocidad lineal de la maza a considerar, en función de la maza superior
|
Debido a la presencia del reductor entre la turbina y la maza superior, tenemos la siguiente relación de reducción:
.jpg)
donde:
.jpg) |
-velocidad angular (en rpm) de la maza superior (utilizado como referencia) |
 |
-velocidad angular (en rpm) de la turbina de las mazas superior e inferior |
 |
-relación de reducción de rotación del reductor entre turbina y maza superior |
Por lo tanto, tenemos la siguiente ecuación final para cada maza (de presión y de salida):
.jpg)
La velocidad angular de la turbina (.jpg) ) se adquiere por sensor de rotación en campo, ligado al módulo de entrada analógica del CLP (uso de conversor de frecuencia para 4~20mA). La relación de reducción de rotación entre turbina y maza superior (
) se adquiere por sensor de rotación en campo, ligado al módulo de entrada analógica del CLP (uso de conversor de frecuencia para 4~20mA). La relación de reducción de rotación entre turbina y maza superior ( .jpg) ), el diámetro de la maza superior (
), el diámetro de la maza superior (.jpg) ) y el diámetro de la maza a considerar (
) y el diámetro de la maza a considerar (.jpg) ) son valores fijos según las características de construcción de los equipos (valores inseridos por el operador de la molienda a través del sistema de supervisión). Para llegar a los valores ideales de
) son valores fijos según las características de construcción de los equipos (valores inseridos por el operador de la molienda a través del sistema de supervisión). Para llegar a los valores ideales de.jpg) y la rotación ideal de las turbinas, se hicieron y analizaron varios cálculos matemáticos y simulaciones, basándose en la reducción de reductores, número de dientes de piñón y engranaje entre otros (Figura 3).
y la rotación ideal de las turbinas, se hicieron y analizaron varios cálculos matemáticos y simulaciones, basándose en la reducción de reductores, número de dientes de piñón y engranaje entre otros (Figura 3).
.jpg)
Figura 3: Simulación de la rotación de las mazas del molino en los tandens que tienen accionamiento eléctrico para la maza de presión la de salida
Controlador Lógico Programable
Un Controlador Lógico Programable (CLP) controla los sistemas caracterizados por eventos discretos, o sea, procesos cuyas variables asumen valores cero o uno (o variables seudo digitales). Pueden aún tratar con variables analógicas definidas por intervalos de valores de corriente o tensión eléctrica. Las entradas y salidas digitales son los elementos discretos, las entradas y salidas analógicas son los elementos variables entre valores conocidos de tensión o corriente.
La automatización del molino del Ingenio Trapiche fue implementada por SMAR en 2007 con el controlador lógico programable LC700 (Figura 4), utilizándo señales analógicas (entradas y salidas 4~20mA) y señales digitales. La inversión en la electrificación del molino mantuvo el LC700 existente, aumentándo el hardware con módulos de E/S, soportes y accesorios.
El LC700 se aplica en varias instalaciones sencillas y complejas, además de una amplia gama de industrias. Como se trata de un controlador lógico programable, el LC700 se proyectó para incorporar las tradicionales funciones discretas de automatización de manufactura, tareas de automatización, control de proceso continuo de regulación y control por batch. La plataforma de hardware del LC700, con una amplia gama de módulos de E/S, asociada con un gran conjunto de bloques de función programables y elementos lógicos, lo hacen sumamente versátil
Figure 4: LC700 de SMAR
Para una aplicación compleja como la electrificación del molino de Trapiche, el LC700 cumplió con las exigencias del proceso de manera satisfactoria, incorporando la lógicas de control (Figura 5), según la simulación de los cálculos matemáticos, en hojas de cálculos (spreadsheets).
.jpg)
Figura 5: Parte de la lógica ladder del LC700 de SMAR en la automatización del molino del Ingenio Trapiche (software CONF700).
.jpg)
Figura 6: Simulación de los cálculos matemáticos de la relación de velocidad entre las mazas de los tandens.
SYSTEM302
Usina Trapiche implementó el protocolo Profibus DP en los motores de accionamiento de las mazas de los tandens 1, 2 y 5, además de adquirir diversos estados de variables en la Casa de Fuerza, con una estación remotaProfibus DP El ingenio pretende en el futuro, electrificar y controlar todos los tandens a través de la red Profibus DP.
Paralelamente al LC700, SMAR implementó el controlador principal Profibus DF73 (Figura 7), que se encargó de la adquisición de informaciones de los motores (Figura 8) y de los cubículos (Figura 9) por la red.
Usina Trapiche implementó el protocolo Profibus DP en los motores de accionamiento de las mazas de los tandens 1, 2 y 5, además de adquirir diversos estados de variables en la Casa de Fuerza, con una estación remotaProfibus DP El ingenio pretende en el futuro, electrificar y controlar todos los tandens a través de la red Profibus DP.
Paralelamente al LC700, SMAR implementó el controlador principal Profibus DF73 (Figura 7), que se encargó de la adquisición de informaciones de los motores (Figura 8) y de los cubículos (Figura 9) por la red.
.jpg)
Figura 7: Maestro Profibus DF73 de SMAR
.jpg)
Figura 8: Pop-up del sistema de supervisión del CFW11 de la maza de salida del 1r.tandem, conindicaciones del inversor de frecuencia capturadas por la red Profibus DP
.jpg)
Figura 9: Diagramas Unifilares de los cubículos de los tandens para accionamiento de los motores.
Este sistema se ha configurado a través del SYSTEM302, donde, en un solo ambiente, los softwaresejecutan estrategias de control de procesos (Syscon), estrategias de control utilizando lógica ladder (Logic View), además de software para supervisión de activos (Asset View) y gestión de informaciones de la planta (Equipment Database), entre otras. El SYSTEM302 está dirigido hacia la convergencia de tecnologías de automatización e información, resultando en una arquitectura robusta, segura e integrada (Figura 10).
.jpg)
Figura 10: Arquitectura de la red Profibus DP del Ingenio Trapiche.
Sistema de supervisión y control
El Indusoft Web Studio es una potente colección de herramientas de automatización que posibilita el desarrollo de aplicaciones IHM, SCADA, para sistemas embarcados (embedded) y sistemas de instrumentación.
Desde 2007, en la automatización del Ingenio Trapiche implementada por SMAR, el software de supervisión es el Indusoft Web Studio, que comunica con el LC700 a través del protocolo abierto OPC (OLE for Process Control). La estación de operación posibilita a los operadores del molino supervisionar y comandar la planta a través de pantallas de mímicos, sintonía de circuitos de control, alarmas, históricos, motores on/off, entre otros (Figuras 11, 12, 13 y 14). La electrificación de la molienda se implementó en el sistema de supervisión con pantallas de mímicos y comandos fáciles de operar (Figuras 15 y 16).
.jpg)
Figura 11: Pantalla de la preparación de la caña y de los tandens de molinos del Ingenio Trapiche.
.jpg)
Figura 12: Pantalla de sintonía de circuito de control.
.jpg)
Figura 13: Pantalla de alarmas
.jpg)
Figura 14: Pantalla de accionamiento de motores.
.jpg)
Figura 15: Pantalla de accionamiento del 1r. tandem
.jpg)
Figura16: Pantalla con las variables y comandos de control de velocidad de la maza de salida y de la maza de presión (press roller).
Invertidores de frecuencia de reserva
El CCM (Centro de Control de Motores) del Ingenio Trapiche, responsable por la electrificación del molino, se divide actualmente en cuatro cubículos: uno para cada tandem (1, 2 y 5) y otro de apoyo. Cada cubículo posee un inversor de frecuencia Weg CFW09 para la maza de presión y uno Weg-CFW11 para cada maza de salida. El cubículo de reserva substituye alguno cubiculo que presente fallos o problemas. A fin de evitar el movimiento de los cables conectados al LC700, de un cubículo al otro, todos se interconectan, mientras el cambio de inversores de frecuencia en el sistema se hace vía CLP/supervisorio (figura 17). El operador del molino tiene esta opción de eligir cual cubículo desea utilizar. Esta condición minimiza mucho el tiempo gastado en esta etapa de transición, posibilitando más agilidad en el cambio y de la disponibilidad del sistema.
.jpg)
Figura17: Pantalla de accionamiento de motores de los tandens 1, 2 y 5, con opción para seleccionar el cubículo de reserva.
Puesta en marcha y arranque del sistema
El departamento de Instalación y Asistencia Técnica de SMAR (DIAT) ejecutó la puesta en marcha con agilidad y simplicidad. Efectuó todos los ensayos de la lógica de control y simuló el sistema según los cálculos matemáticos definidos. Tras el suceso de los ensayos y simulaciones el sistema arrancó perfectamente demostrando su eficiencia.
La perspectiva del cliente
Según el gerente industrial de la Usina Trapiche, Sr. Eduardo Mota Valença, esas implementaciones mejoraron el control de la molienda, pues hicieron posible accionar las velocidades de las mazas individualmente, proporcionando mejor extracción y menos humedad en el bagazo. “La capacidad de molienda aumentó debido a la eliminación de la etapa de accionamiento, que consume potencia y genera fricción, dejando al accionamento a cargo solamente de la extracción”, finaliza.
Conclusiones
Los resultados obtenidos tras el arranque del sistema en el Ingenio Trapiche demuestran que ese sistema hace posible una solución confiable, flexible y técnicamente calificada. La posibilidad de predefinir el flujo deseado de proceso y los cálculos matemáticos que definen las rotaciones individuales de cada maza proporcionan una gran calidad y rendimiento en la extracción del jugo de la caña para la producción de azúcar y etanol, además de la característica ideal del bagazo como combustible para las calderas.
Referencias
- Hugot, E. (1977), "Manual da Engenharia Açucareira", Editora Mestre Jou
- SMAR, Automação Industrial, O Livro Hart/4-20mA, 2005
- Indusoft, User's Guide and Technical Reference Manual for InduSoft Web Studio Version 6.1 SP6, 2009
- Revista Alcoolbras Edição 131, Conceito de automação de moenda adotado na Usina Trapiche com uso da velocidade linear, 2010, Dérek Stesse.
Biografía
Dérek Stesse. Ingeniero Eléctrico por UNESP – Universidad del Estado de São Paulo (Bauru/SP).
E-mail: derek@smar.com.br.
Soluciones confiables

